Développement d'une interface informatique ergonomique de contrôle commande
Sommaire
Introduction

Contexte
L’extrusion est une opération unitaire qui consiste à forcer un produit à travers un orifice de petite dimension, appelé filière. La pression mise en œuvre lors de cette opération est générée par une vis ou par deux vis dans le cas de l’extrudeur bivis. Cette transformation, jointe à l’éventuel travail de la matière en amont de la filière (hydratation et/ou précuisson dans le préconditionneur, cisaillement et mélange dans l’extrudeur), permet d’élaborer des produits ayant des structures physiques, des compositions et des propriétés fonctionnelles différentes. Dans le domaine de l’extrusion, et selon les étapes en amont ou en aval de l’opération, plusieurs techniques peuvent être utilisées, à savoir l’extrusion simple – éventuellement avec un post-traitement de formage (injection, soufflage, ..), l’extrusion-réaction, la cuisson-extrusion et la cuisson-extrusion-expansion. Dans l’industrie agroalimentaire, la cuisson-extrusion est la technique la plus utilisée. En effet, elle donne lieu à une multitude d’applications dans des domaines très variés. Ce procédé est un procédé continu.
Notre projet est en collaboration directe avec l'entreprise SETREM qui propose des machines de cuisson-extrusion. Ces dernières n'étant pas automatisées et dans le but de se mettre à la hauteur sur le marché, la société nous a confié comme projet de réaliser une étude cherchant à proposer des solutions robustes dans le but de superviser le système. A terme, ce projet débouchera sur une proposition de supervision (contrôle-commande) de ce système.
Objectifs
Après une visite de l'entreprise le 26 septembre 2013 à l'entreprise SETREM, basée à Acquigny, nous avons pu, avec l'industriel, discuter des principaux objectifs du projet, comme suit:
Le premier objectif de ce projet est de proposer des solutions pour la réalisation d'un système de supervision d'une machine de cuisson-extrusion (machine servant à fabriquer des produits alimentaires de types snacks apéritif, céréales expansées de petit déjeuner ou spaghetti).
Le deuxième objectif sera de concevoir une interface graphique afin de contrôler/commander la machine. Plus précisément, les phases de mise en marche du système et l'arrêt du système.
Contraintes
Les contraintes du projet seront:
Pour les solutions à proposer, les contraintes seront de rassembler toutes les données nécessaires demandées par l'industrie à savoir: débit de matière, température, contrôle de la vitesse des moteurs, contrôle de l’énergie fournie pour le système mais aussi essayer de connaître le pourcentage de vapeur et d’eau contenu dans le produit afin de connaître le taux d’humidité présente dans la machine. Ces données devront pouvoir être accessibles via une interface graphique ergonomique (tableaux de bord avec historiques) mais aussi permettre l’archivage numérique de ces données pour restitution ultérieure (reproduction des conditions de réglage optimales, aide au diagnostic, traçabilité).
Ensuite, nous devrons choisir le matériel nécessaire à savoir: chercher du matériel robuste car l'environnement est très chaud et humide.
Enfin, le choix de l’ordinateur et de l’automate: il devra être robuste également. Comme solution, nous pensons mettre un ordinateur dans la salle de la machine (il faudra alors installer une cabine ou un système déporté). L’objectif sera de pouvoir contrôler et commander le système autrement qu'en appuyant sur des boutons et pouvoir contrôler le système et envoyer des ordres de n'importe quel endroit.
Dans tous les cas, le système mis en place devra se superposer au système de pilotage manuel actuellement installé et permettre à tout moment un basculement vers celui-ci. Il devra également respecter les protocoles de mise en sécurité de la machine lors des fonctionnements critiques.
Schéma de principe
Ci dessous, le schéma de principe du système qui devra être mis en place:

Avancement du projet
Instrumentation
Nous avons décidé dans un premier temps de nous occuper de la partie instrumentation, à savoir regrouper les informations que SETREM veut récupérer à partir de la machine et de chercher dans un premier temps les capteurs disponible sur le marché. Aussi, certaines données comme l'énergie produite par la machine ainsi que le taux d'humidité présente ne peuvent être directement récoltés à partir de capteurs, nous allons donc chercher à connaitre quels moyens nous pourrons utiliser pour calculer ces données.
Nous avons résumé tout cela sur le schéma suivant:
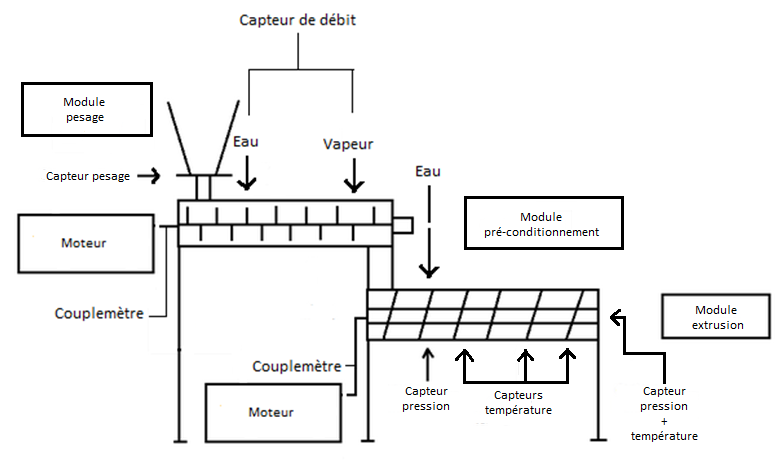

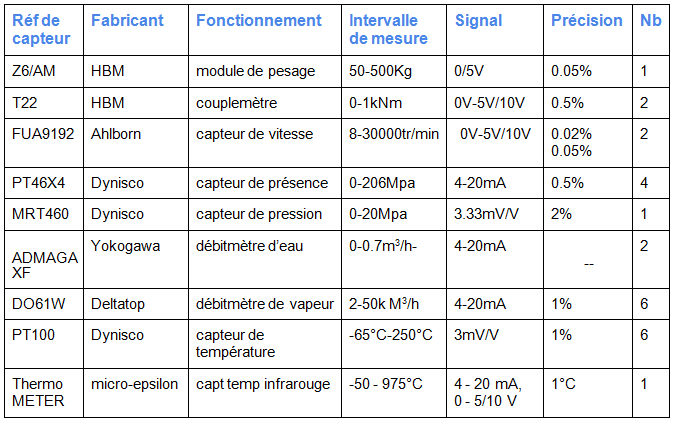
Le tableau suivant donne les fonctions de chaque élément du schéma:


Capteur de température: permet de boucler le système de chauffage et d’assurer un bon fonctionnement de processus
Capteur de pression: permet de savoir, à l’endroit où se trouve le capteur, s’il y a une présence de produit, qui sert au démarrage et/ou à l’arrêt. Plusieurs capteurs de pression seront implantés sur la partie “module extrusion”
Capteur de pesage: permet d’assurer la continuité de la production et quantifier la production (débit matière première)
Capteur de débit: va permettre d’obtenir les informations nécessaires afin de connaître le taux d’humidité dans le système
Capteur de couple (couplemètre) couplé à un capteur de vitesse angulaire: permet de connaître la vitesse du moteur mais aussi le couple, ce qui permettra de connaître la puissance délivré par chaque moteur et donc d’en déduire l’énergie.
Capteur température

Nous pensons que les RTD sont les plus judicieux pour cette application, ils sont en effet précis et robuste. Cependant, le temps de réponse étant élevé, on peut se demander s’ils sont vraiment adaptés pour ce type d’application. Cela peut poser des problèmes de régulation. Dans un objectif de contrôle-commande de ce système, il peut donc s’avérer ne pas être très intéressant d’utiliser ces capteurs. Cependant, pour calculer la température directe du produit, ce sont les plus utilisés dans ce domaine, c’est pourquoi nous les utiliseront uniquement pour la température du produit.
Exemple: - PT100 chez Dynisco
Setrem utilise des capteurs de type thermocouple, assez précis (environ 1 degrés près), et avec un temps de réponse très faible, ce qui est intéressant. Aussi, ils sont bons marchés, cependant, ils peuvent s’avérer être fragiles s’ils sont soumis à des conditions et un environnement rude ainsi qu’aux manipulations occasionnées lors du montage/démontage. Nous les utiliserons pour relever la température du fourreau.
Enfin, à la sortie de la filière, il pourra être intéressant d’insérer des capteurs infrarouges, sans contact.
Exemple: Thermo METER micro-epsilon
Capteur pression
Les pressostats
Dispositif détectant le dépassement d'une valeur prédéterminée, de la pression d'un fluide système de contrôle ou régulation (démarrage d'un compresseur d'air ou d'une pompe si la pression du circuit contrôlé descend en dessous d'une limite déterminée) Enclenchement d’une alarme lorsque la pression dépasse un seuil.
Les capteurs à membrane
Le corps d’épreuve d’un capteur de pression est l’élément assurant la transformation de la pression en déplacement, déformation ou force(membrane)
Capteurs potentiométriques
Le curseur d’un potentiomètre est lié à une membrane. La déformation de la membrane entraîne un déplacement
Capteurs à jauge extensométrique
Les jauges sont des éléments résistifs collés sur le corps d’épreuve assurant la conversion directe d’une déformation de la structure, en variation de résistance électrique
Choix: - Dynisco MRT460 PT46X4
Ce qui nous intéresse ici est de connaître la présence ou non de produit dans la filière. Nous proposons donc d’insérer plusieurs de ce capteurs le long de la vis, de préférence des capteurs de type TOR (interrupteur par exemple).
Aussi, ils peut être intéressant de connaître la pression en sortie de filière qui nous permettra de réguler le processus. Par exemple, s’il y a trop de pression dans le fourreau, le produit ne donnera pas le forme voulu. On proposera donc de diminuer la vitesse de rotation du moteur afin de faire diminuer cette pression. Pour cela, des capteurs à membrane seront intéressants.
Capteur de pesage
Il existe différents types de capteur pour le pesage, cependant les trois types pouvant nous intéresser sont:
Modules de pesage: ils offrent des solutions intéressantes pour le pesage et la mesure de niveau dans des applications de procès industriels et de dosage dans l'industrie chimique, pharmaceutique, alimentaire et matériaux de construction.
Capteurs à point d'appui central: Les capteurs à point d'appui central ont été conçus avec des propriétés mécaniques et de mesure excellentes pour être employés dans de très nombreuses applications de pesage. Ces capteurs à point d'appui central sont simples et apportent rapidité et sûreté.
Capteurs de pesage numériques: Les capteurs de pesage pesons numériques, construits sur la base de la technologie des jauges de contrainte, fournissent une nouvelle impulsion dans les secteurs du pesage dynamique, du calibrage, du remplissage et du dosage. Le capteur numérique FIT: Fiabilité, Durabilité, Haute Précision.
Notre choix se porterait sur les “modules de pesage”, utilisés pour le dosage dans l’industrie et notamment dans l’industrie agro-alimentaire. Exemple: - Z6/AM de 50 kg à 500 kg - MultiMount SWB505 de 5Kg à 4.4 t
Capteur de débit (volumique)
Débitmètre mécanique à hélice (ou turbine)
Un dispositif à ailettes ou hélicoïdal est placé dans l'axe de la conduite d'écoulement, ce qui entraine une rotation du rotor avec une vitesse liée à la vitesse du fluide. Il suffit alors de compter le nombre de tours/mn pour avoir la vitesse et par la suite le débit du fluide par exemple avec des dispositif magnétiques qui détectent le passage de la pale de l'hélice. Pour mesurer la vitesse d'un liquide on choisira plutôt une turbine. Ce système ne fonctionne bien qu'avec des fluides propres et peu visqueux. La précision peut être de l'ordre de 0.2%, en général le comptage limite l'utilisation de ce type de dispositif en raison de sa durée, le dispositif ne peut pas être utilisé de manière fiable pour des variations importantes de la vitesse du fluide.
Débitmètre électromagnétique
Pour un fluide s'écoulant dans une canalisation aux parois amagnétiques, 2 bobines sont placées de part et d'autre de la conduite, on place aussi deux électrodes de prise de signal dans une direction perpendiculaire au champ magnétique. La f.e.m recueillie entre les deux électrodes est directement proportionnelle à la vitesse. L'avantage de cette méthode est que le capteur ne perturbe pas l'écoulement ce qui revient à dire que la viscosité du fluide n'intervient absolument pas dans le résultat, de même que la densité du fluide qui n'intervient pas non plus, il en va aussi de même pour la température qui peut être relativement élevée (quelques centaines de °C). Cette méthode possède aussi un faible écart de linéarité. L'inconvénient de cette méthode est qu'elle ne fonctionne que pour des fluides conducteurs.
Débitmètre à effet Dopler
On utilise des impulsions ultrasonores de fréquence F, qui, diffusées par des particules entraînées par un fluide de vitesse subissent une variation de fréquence proportionnelle à la vitesse des particules et donc du fluide. La mesure de cette fréquence permet de connaître la vitesse d'écoulement et donc le débit. L'effet Dopler exige des fluides chargés en particules. L'étendue de mesure est comprise entre 0 et 15 m/s, avec une précision de l'ordre de 2%. Les avantages sont principalement qu'il n'y a pas de perte de charge, et que la méthode est insensible à la nature chimique du fluide. L'inconvénient est que la mesure dépend de la température.
Ici, le capteur de débit nous permettra de connaître le débit volumique (volume de vapeur + volume de l’eau). Si nous avons le volume d’eau, nous pouvons ainsi calculer la quantité qui est présente dans le produit. Cette valeur nous permettra de réguler le système. En effet, nous ne pouvons pas dépasser une certaine quantité d’eau dans le produit afin d’éviter qu’il devienne liquide.
Un débitmètre électromagnétique nous permet d’avoir une bonne précision et une grande tolérance par rapport à la température.
Exemple: - ADMAG AXF chez Yokogawa (débit d’eau) - DO61W chez Deltatop (débit de vapeur)
Couplemètre
Le couplemètre va nous permettre d’obtenir des informations quant à l’énergie fournie par le système. En effet, il suffira de faire un essai à vide puis un autre en charge afin de connaître l’énergie et la puissance à fournir pour faire marcher le système. Cette variable étant demandée par SETREM qui voulait recevoir des informations sur cette grandeur.
Couplemètres à contact
Ces capteurs possèdent un système de transmission par contact électrique (balais) limitant leur vitesse de rotation maximale à 2 000 tr/mn. Ils délivrent un signal bas niveau (mV).
Couplemètres sans contact
Les couplemètres sans contact peuvent atteindre des vitesses de 30 000 tr/mn et réduisent la maintenance (absence de balais). Ils délivrent un signal haut niveau de ±10 V.
Choix: Notre choix se porterait sur des couplemètres sans contact, qui sont beaucoup plus fiable et précis. Ces couplemètres peuvent fonctionner à des vitesses assez élevées.
Exemple: - DR2315 chez Scaime remarque: axe claveté diamètre 19 mm couple nominal: 100Nm vitesse de rotation <8000 tr/min
- T22 chez HBM remarque: axe claveté diamètre 19 mm
couple nominal: jusqu’à 1kNm vitesse de rotation de 9000 tr/min à 16 000tr/min
Capteur de vitesse angulaire
Tacchymètre industriel: on connaîtra la vitesse en tr/min, il suffira de multiplier par 2*ℿ/60 pour connaître la vitesse angulaire en rad/s.
Exemple: - Tachymètre type FUA9192
Énergie électrique moteurs
Ainsi, en connaissant le couple, nous serons capable de connaître la puissance fournie pour les moteurs pour faire tourner les modules (un essai à vide puis en charge): P=C*Ω 𝛀 ( Ω étant la vitesse de rotation angulaire). Il suffira ensuite d’intégrer cette puissance dans le temps pour avoir une valeur de l’énergie en fonction du temps.
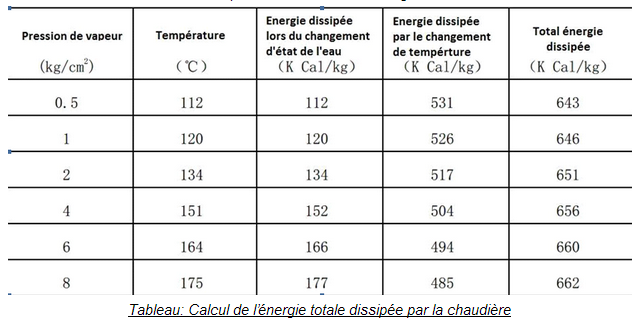
Énergie au niveau de la chaudière
Le tableau ce dessous nous permet de calculer l’énergie produite par le chauffage dans les modules “pré-conditionnement” et “extrusion”. Cette énergie correspond à l'énergie dissipée pour les changements d’état de l’eau (gazeux à liquide) et les variations de température. La somme de ces deux valeurs nous permet de connaître l’énergie totale.

Calcul du taux d’humidité
Le taux d’humidité est une valeur difficile à obtenir. Si on connaît le volume de vapeur injecté ainsi que la température de l’eau, on est capable de calculer cette quantité de vapeur apportée (M=*V, est la masse volumique de la vapeur, une constante), la quantité d’eau et d'énergie sous forme de chaleur (Meau=M* K, K est le pourcentage d’eau dans la vapeur, et E=Meau*Kcal/kg). On a vu que la vapeur a aussi une influence sur le pourcentage d’eau dans le produit final. La régulation de la pré-cuisson, la régulation de l’humidité et celle de l’énergie sont couplées. Un régulateur complexe sera mis en place.